联系我们

服务热线:16574978888
联系人:王经理
手机:18610058288
地址:山东济宁市南外环济鱼路口
网址:www.jnbstgm.com
联系人:王经理
手机:18610058288
地址:山东济宁市南外环济鱼路口
网址:www.jnbstgm.com

1、从生产工艺方面看:增加注射压力,保压压力,延长注射时间。对于流动性大的塑料,高压会产生飞边引起塌坑应适当降低料温,降低机筒前段和喷嘴温度,使进入型腔的熔料容积变化减少,容易冷固。
2、从注塑模具方面看:多浇口模具要调整各浇口的充模速度,最好对称开设浇口。模具的关键部位应有效地设置冷却水道,保证模具的冷却对消除或减少收缩起着很好的效果。整个模具应不带毛刺且具有合模密封性,能承受高压、高速、低黏度熔料的充模。
3、从注塑设备方面看:供料不足,注塑机螺杆或柱塞磨损严重,注射及保压时熔料发生漏流,降低了充模压力和料量,造成熔料不足。喷嘴孔太大或太小。太小则容易堵塞进料通道,太大则将使射力小,充模发生困难。
4、从原料本身看:原料太软易发生凹陷,有效的方法是在塑料周转箱注塑过程中加入成核剂以加快结晶。
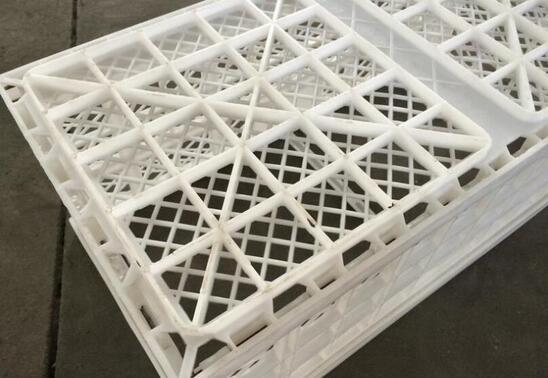
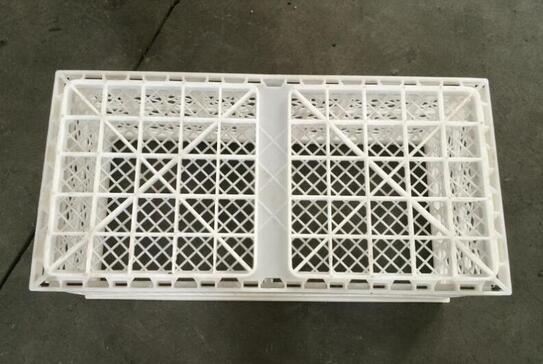
折叠式周转箱具备抗折,抗老化,承重最大可达75KG,拉伸、压缩、撕裂、温度高、色彩丰富巧、耐用、可堆叠的特点,既可用于周转又可用于成品出货。可根据用户需求订做产品规格,尺寸,可加盖,防尘,外形美观大方。一般折叠式周转箱根据客户提供的尺寸设计制作,做到最合理装载,并可多箱重叠(配套箱盖),有效利用厂房空间,增大电子元件、电子仪器仪表、无尘车间部件储存量,节约生产成本。
以上便是为大家讲解导致折叠式周转箱成型后收缩导致的尺寸变小问题的原因,如果大家还有什么疑问想让我们解答,您可以通过打电话的方式来咨询我们。